高尔夫球具研发生产制造流程简介----driver球头篇
一个高尔夫球头从开始制作到出货需要至少经过100个人的手工制作和检验,一个高尔夫球头从开始制作到出货要至少用到30家公司的物料产品,一个高品质的高尔夫球头会应用到当今世界最先进的加工技术,一个高品质的高尔夫球头会给球友带来悦耳的击球音,良好的手感和又直又远的超漂亮弹道---超级享受。。
关键词:逆向工程,精密铸造(失蜡铸造),锻造
钛合金,6-4Ti,15-3-3-3 βTi
高尔夫球具发展至今,产品越做越漂亮,性能越来越好,单从Driver来讲说,球头的体积从小变到大,油漆颜色从单一到现在丰富,成品球头从无法调整重量分配到可以通过螺丝调整重量分配,杆身和球头组合从粘胶水到可以用螺丝组合,这些变革与更新使人们能够更加轻松的享受打高尔夫球的乐趣,同时琳琅满目的商品也大大丰富了人们的生活。今天,我就来给大家简单介绍一些球具生产的知识,也让大家对球具的制造有一些了解。
我们分产品来讲,先讲driver吧。
Driver是空心的,目前市面上大品牌的Driver的材料都是钛合金,为了使球杆的性能好,现代生产商都采用了先进的计算机技术来控制模拟成品球头的关键功能参数,如重心,MOI, 重量,壁厚,face progress, loft, lie等。生产商通常使用的3D软件是Proe,或者UG, 在软件内所不能控制的重要性能是击球声音和durability,这需要球友实际打球来测试并告诉生产商声音是否悦耳及后续的破坏性测试来看球头durability是否合格。使用计算机技术来设计driver时,需要有两个方面的资源配合,一就是球头的形体及规格设计师,二就是专业的计算机软件使用人才,也就是所说的CAD工程师,球头的形体规格设计师一般来讲是不会使用3D软件的因为3D软件的熟练使用比较困难,高尔夫driver球头曲面很多,一般一个熟练地专业的计算机软件使用人才CAD工程师需要至少一个星期才能完成一个逆向工程。
逆向工程是指用三维抄数机扫描读取一个实物的形体,读取的数据是点数据,CAD工程师需要将点连成线,再把线做成面,最终产生一个在计算机软件里面的曲面,再把封闭的曲面做成实体,这样就能在计算机里面算出产品的重量及各种需要的功能参数。在美国,一般一个熟练CAD工程师的薪资不少于7000USD, 形体规格设计师的薪资就很难讲了,需要用很贵很贵来形容,大名鼎鼎的ClayLong身价应该至少百万,Scotty Cameron也是一个很好的例子。
逆向工程做完后,研发团队这个时侯就可以看到电脑里的产品了,研发团队会根据3D图档制作2D工程图,并选择材料,譬如球头主体的材料,打击面的材料,油漆颜色,铭板材料等等。。
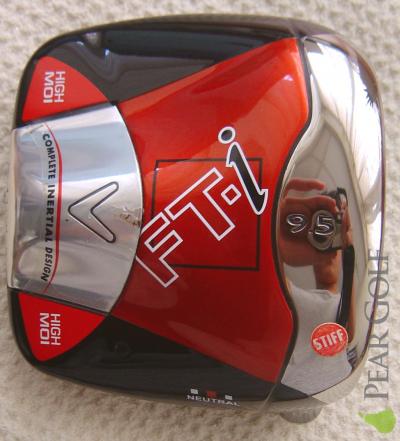
研发团队的所有资料完整后,制造工程Team接过项目,首先做的就是决定在那里生产球头本体,如上所述,球头是空心的,生产商只能通过先做本体,后焊打击面,或者先做主体,后焊顶盖,也就是通常所说的Face pull design或open crown design, 当然也有其他的例子譬如callaway的FT系列driver, 这类driver是做一个锻造的打击面,然后将碳纤维制造的后半部分和打击面部分用胶水粘接起来,这类Driver比较特殊,制作也比较麻烦,我会在后面的文章里细谈,今天先谈主流制造方法Face pull design和open crown design。
确定好design后,制造工程Team就会开始准备制作精密铸造(失蜡铸造)模具,对driver来讲,重心和MOI非常之重要,直接影响到球杆的性能和手感,而重心和MOI的数据和产品壁厚分布,也就是重量分布(weight distribution)最直接相关,所以模具要求就非常之精准,要求用模具做出来的产品壁厚严格符合规格值要求,这里就有挑战性了,因为大家都知道,金属在铸造的过程中会收缩,所以在设计模具时还需要考虑收缩,而高尔夫球头的壁厚在各个部位又不一样,那么在金属铸造后冷却的时间内各个部位的收缩又不一样,所以这个时侯对driver来讲铸造的经验就非常的重要,制造商的铸造团队需要对模具功能提出要求,不仅仅是厚度,还有角度,loft, lie, FP, 杆长等。当所有的模具参数确定后,模具工程师就可以准备开始生产模具。模具的材料一般使用7075铝,关于为什么要用铝合金做模具的问题我以后的文章会做详细叙述。为了保证模具的准确度,大品牌都会使用CNC制作模具,而且是用5轴机加工,有加工经验的球友可能会知道这样的代价是多高。模具加工中有一个问题,那就是有些客人的logo要加工在模具上比较麻烦,因为客人的logo有些字体很细,有些字体角很尖,如果用CNC加工,就要求很小的刀具和很长的时间,所以有些客人的Logo都是在模具做好了以后再做,怎么做呢?制造商的模具师傅们会用软金属(锡铅锑合金)来做,有专门的手工雕刻师傅,手工雕刻师在冷却的软金属上雕刻好logo凹字,这个雕刻好logo的冷却的软金属俗称金属仔, 然后把模具上面需要上logo的地方用铣床铣掉,把金属仔配在模具内,再把加热融化的软金属注射到金属仔上,就产生了模具上面的凸字,这个工序完成后,模具基本就算完工。
下一道工序就是射蜡了,做模具的目的是要用模具做出和成品一摸一样的形体的蜡胚(蜡胚体积会大一些因为金属铸造收缩),然后制造商给蜡胚裹一层胶水,再把一种很细的砂粘裹到蜡胚上面,放入恒温恒湿房干燥一段时间干燥后,再裹一层胶水,再粘裹砂到蜡胚上面,然后再裹一层胶水,再粘裹一些较粗的砂到蜡胚上面,这样反复几次后就形成了一个蜡胚被砂包住了的壳模,这时给壳模加热溶化去除里面的蜡胚就形成了真正的壳模,然后把熔溶了的钛在真空状态下利用离心力灌到壳模里面,冷却后,砸掉壳模,我们就看到钛合金毛胚啦。。。。。。。这里是简单的关于精密铸造(失蜡铸造)的介绍,其中有很多的技术问题我以后会详细介绍,大家目前只要先知道原理就可以,另外,大家也应该知道,钛合金铸造在军工方面,航天方面应用很多,driver贵,也就贵在这里,在1000多度下真空离心力铸造可是很不简单!!
好,我们来回到射蜡,模具师父用模具做出蜡胚后交给检验人员检验,各种参数合格后,模具部门会移交模具给生产部门Team, 生产部门会在制造工程Team的配合下开始生产毛胚样品,样品数量不一定,大品牌一般会生产几百到一千甚至更多去验证设计和生产稳定性及不良率,这些都是产品上市前的前期投资。还需要提出一点就是产品内部结构比较复杂的产品,因为有很多模具活动快,所以射完蜡后取蜡是非常麻烦的,有一个大品牌的产品内部取蜡时需要用到镊子,一个员工一天生产的蜡胚只有100个左右。毛胚生产出来后,这时,就要准备配打击面或者顶盖了。
先讲讲face pull Driver的打击面设计,taylormade的driver全部都是face pull设计,face pull设计的打击面有一个好处,就是打击面的材料和本体可以不一样,6-4ti的主体可以配15-3-3-3钛的打击面,为什么这样选我会在以后的文章详谈。一般打击面背后的设计各大公司会不一样,如taylormade的inverted cone设计,这些设计都会用铣床和车床加工完成。打击面和主体的焊接目前基本上都是用plasma welding完成,plasma welding是一种不用加焊料的焊接方法,这种焊接方法的好处是内焊道的渗透量很少,这样焊道对COR的影响就很少,保证了产品量产COR的稳定性,同时,这种焊接的热影响区较小,对bouge和Roll的影响较小,这种焊接大家在电视上应该常常看到,在汽车场内的焊接机械手臂就是这种焊接方式。打击面焊接完成后,需要热处理的就需要送去做真空热处理,钛的热处理只能在真空炉里面进行,因为钛的金属活泼性。
热处理完成后,专业的磨光技师会使用砂带研磨的方法修正面R,也就是bouge和Roll,修正好了以后,球头会被送去在打击面雕刻线沟,雕刻线沟的机器一般是电脑控制雕刻机,雕刻的刀具根据设计要求制作好后装入机器根据设计好的电脑程序进行加工。雕刻刀的寿命一般是10-15只球头。
到此为止,毛胚基本完成,可以进入后面的继续加工了。Taylormade的所有配螺丝的driver到这里后还要在线沟雕刻前进行螺丝孔加工,在r7的开发初期, 螺丝孔的加工因为设计不合理的原因报废了1000多只产品,也就是5万多美金的费用。
毛胚完成以后,球头就会进入杆部加工阶段,杆部加工就是用成型刀加工球杆到规定的尺寸,管口加工到规格指定的倒角,日系的球头会要求杆内攻牙增加组杆时的强度。加工完成后球头会被送去调整角度,一般使用高周波加热器将杆部烤红后装在特制的夹具上面调整角度,角度调整到规格后的球头就开始进入表面研磨阶段,表面研磨一般由10-12为专业技师组成,每个技师使用的砂带不一样,砂带从粗到细,最细到布轮,也就是用布做的研磨轮,装在磨光机器上研磨球头,做到大家现在所看到的镜面效果。同时磨光也是一个重量严格控制的过程,精密铸造的毛胚重量会在一个范围,而成品的重量公差小于精密铸造所能控制的范围,所以磨光技师对球头厚度,重量的控制就成了关键,一般一个员工需要训练2-3年才可以磨光钛合金球头。在磨光的过程中还会遇到很大的困难就是球头铸造缩孔,气孔,砂孔等缺陷,这类缺陷一般是用补焊来解决,铸造产生的缺陷是球头制造业的一个大问题,始终不好解决。
球头研磨完成后,球头进入贴胶,贴胶的意思就是把球头需要喷漆的地方露出来,不需要喷漆的地方贴起来,胶纸有很多种,但是贴胶是纯粹的手工技术,全依靠员工的经验,有些规则的部位可以用成形贴纸,可是不规则的部位一般都是先贴上一块胶纸,然后由员工用刀片割出形体,所以一个工厂生产技术做得如何,可以对比他做出来的产品喷漆部位边缘的一致性。贴完胶纸后的球头会被送去喷砂。
喷砂部位有两种类型,一种是球头完成了就是喷砂成形,另一种就是喷漆部位,喷砂是为了提高烤漆的附着力,附着力的测试方法每家大公司都有自己的规定,详细内容我会后续介绍。喷砂使用的物料主要有氧化铝砂,玻璃砂,陶瓷砂,不锈钢珠砂,根据不同情况选用不同的砂。喷砂完成后的球头进入烤漆工序,球头制造行业内顶部的烤漆一般都是用美国magna的烤漆,这家公司生产的烤漆附着力很好,而且颜色很稳定。可是对于一个球头上有多个部位需要烤漆的,这时就需要烤完一种漆后再送去贴胶,再回来烤漆。
烤漆完成后,球头会被送去撕掉胶布,撕掉胶布时烤漆边缘可能会被胶布带掉一些,所以有时候在大品牌的球头烤漆边缘也会看到轻微的锯齿状边缘。
球头被撕掉胶布后,杆孔会被单独清洗,然后球头送入到上色漆,就是logo上色,logo上好色后将球头放入烘箱烘烤,干燥后擦拭清洁球球头然后交QC检验,检验完成的良品烤收缩膜包装在气泡袋内移入装箱出货区。
到此为止,95%的driver球头工作已经完成,球头进装箱区后进入静音室敲击听音看有没有杂音,没有杂音的球头送去灌胶(hot melt),灌完胶后的球头杆孔内打入胶塞或铜塞,然后装箱出货。。。。到此,driver球头制作完成。
- 如果想要發表回應,請先登入。
Recommended Reading
No related items were found.
Flickr Images Like This
- No photos found